Water Separator F16 including Rupture Disc Safety Device Y16
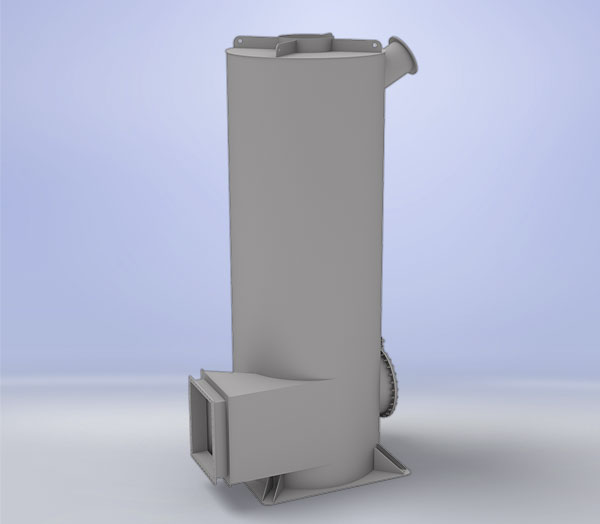 Within the water separator F16, the process gas previously cleaned in the Disintegrator, is separated from the dirt-laden washing water. This vessel is usually designed as tangential separator without any internals.
Within the water separator F16, the process gas previously cleaned in the Disintegrator, is separated from the dirt-laden washing water. This vessel is usually designed as tangential separator without any internals.
Working Principle of the Water Separator
Leaving the Disintegrator the mixture of cleaned gas and dirt-laden washing water enters tangentially into the bottom section of the water separator. The gas then flows in a spiral motion from the bottom to the top of the tank. Due to the centrifugal forces the solid-laden water droplets collide with the tank wall, forming a film of effluent, which gravity feeds via the drain line welded into the bottom of the vessel into the foundation sump. The drain line is sufficiently immersed in the water filled sump to prevent gas from escaping to atmosphere.
The droplet-free clean gas is water saturated according to the prevailing gas temperature. It leaves the water separator via the connecting duct in the roof of the vessel and flows towards the non-return valve.
Rupture Disc Safety Device for Plant Protection
The purpose of the rupture disc safety device Y16 is to limit the danger and prevent damage to the gas cleaning plant in the event of a pressure shock or an impermissible increase in pressure within the clean gas section.
A short pipe-stub protrudes from the water separator and acts as an emergency exhaust for the process gas. This is covered by a thin scored membrane, which ruptures if exposed to a defined overpressure, thereby allowing the overpressure to relieve to atmosphere. A weighted sealing cover is then lowered onto the now open exhaust with a pneumatic cylinder to ensure that the gas is largely prevented from further exhausting. In the steady-state plant mode, this sealing cover must be fully open (clear blow-out cross-section).

